


CTS天线真空钎焊
随着现代电子装备对高可靠性、高性能、轻量化、小型化要求的不断提高,先进的焊接技术的重要性日益突出。CTS(Continous Transverse Stub)天线组件是一种内壁粗糙度良好、精度高、形状复杂的薄壁(局部)构件,由多组馈源组合而成,仅仅采用机械加工很难成形。高精度CTS天线组件的研制需要精密焊接技术,重视发展该技术可显著提高军事电子装备的制造水平,缩短研制周期。因此特种连接方法就成为CTS天线组件精密制造的关键。
真空钎焊、扩散焊、搅拌摩擦焊、线性摩擦焊、高能束流焊等特种焊接技术在精密焊接构件中得到了发展和应用。为了获得优质或与母材相匹配的高性能接头,真空钎焊是目前最为有效的连接方法,主要表现在复杂构件和难熔焊材料的焊接中。随着设备制造水平的提高,质量意识和环保意识的增强以及复杂零件结构的需求,真空钎焊技术作为一种先进连接方法,精度高、成形美观、性能稳定而受到了应有的重视。
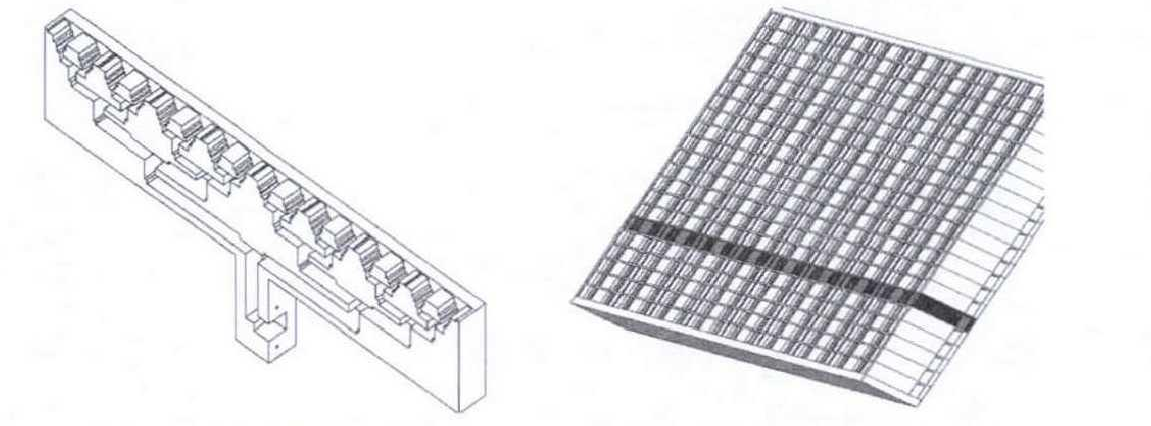
CTS天线组件的结构特点分析
微波天线是雷达、微波测量设备的关键模块,然而随着微波通信技术的不断发展,天线制造技术已经成为制约设备研制发展的瓶颈。与其他电子产品不同的是,微波天线的整机功能和电气性能,主要靠馈源网络的结构保证。因此,馈源网络的设计、工艺及加工制造是天线产品制造的关键技术。天线的最终性能与各列天线组装焊接后的尺寸、位置精度有关,同时还要保证各列天线之间焊接的紧密及焊缝的连续性,不允许有未熔合、气孔、焊瘤等缺陷。
真空钎焊工艺
真空钎焊时,工件主要通过热辐射的方式被加热,真空钎焊时需控制的工艺参数主要有升温速度、钎焊温度、保温时间、真空度等。要在实践中对这些工艺参数进行优化并加以严格控制。另外,加工时要具体情况具体分析,一般铝合金的真空钎焊工艺要求高清洁、高真空度。因此真空钎焊工序大致如下∶
真空钎焊前,按图样及工艺要求在各待焊零件的配合间隙中预先放入准备好的钎料片,将各零件组装成天线组件,用不锈钢工装固定、紧固。紧固时必须用塞尺仔细塞人每个零件钎焊接触面,调整至合适间隙,并用不锈钢弹性夹头夹紧焊接面,然后将组装好的天线组件放入真空炉内有效均温区内,放置时严禁避免工件和夹具与钎焊炉的内壁接触,且放置要平稳轻放。
设定该产品的钎焊工艺参数,对真空钎焊炉抽真空后工艺参数设计为3个阶段的加温、保温。即∶第一阶段预热定温、保温,此阶段升温要均匀,避免各零件之间因为较大温差冲击而引起变形、错位。第二阶段蓄能定温、保温,此阶段主要是通过保温,使各零件之间温度稳定在一个较高的使焊前温度,准备焊接。第三阶段钎焊定温、保温,此阶段要严格控制焊接时间。时间短则钎料熔化不充分,造成工件未钎透,形成孔隙率;时间长则导致钎料漫流,在信号几何通道形成焊瘤。
钎焊工艺曲线:
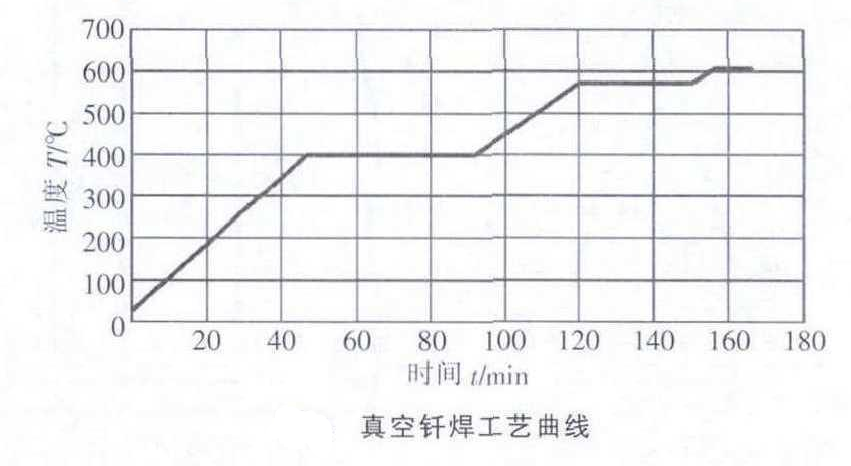
当真空度达1×10-3Pa时执行图所示工艺曲线,焊后随炉冷却至60℃,开炉取出工件,拆除夹具。
结论
在高精度天线组件钎焊中,通过对钎焊组件单元的加工、钎焊接头设计、工艺参数设计及优化、钎料溢流等各方面的控制,实现了多达21层、具有复杂结构组件单元的真空钎焊。可见真空钎焊是一种有效的铝合金组件的连接方法,但是其影响因素较多,特别是一些具有特殊要求的组件实际生产时,必须结合零件自身结构,设计工装和确定合理的工艺曲线,并不断优化、严格控制各个环节。随着天线、雷达技术的发展,会对精密焊接技术提出更多需求和要求。所采用的真空钎焊方法和关键点可供同类型的3A21铝合金精密雷达、天线和微波器件制造过程参考,在提高成品率的同时,降低制造成本。
设备选择:SIMUWU公司生产的RHVB系列真空钎焊炉是进行工模具真空钎焊工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

