


刀具真空钎焊
钎焊是焊接工艺中的一种,被广泛应用于多个行业。在刀具制作过程的焊接工序中,多采用钎焊工艺。
钎焊的定义∶在两个或多个待焊接的工件中间添加焊料(钎料),加热将焊料熔化,通过熔化的焊料形成同种或异种材料之间的连接。常用的钎焊手段有火焰钎焊、高频(感应)钎焊、真空钎焊、电阻钎焊等。
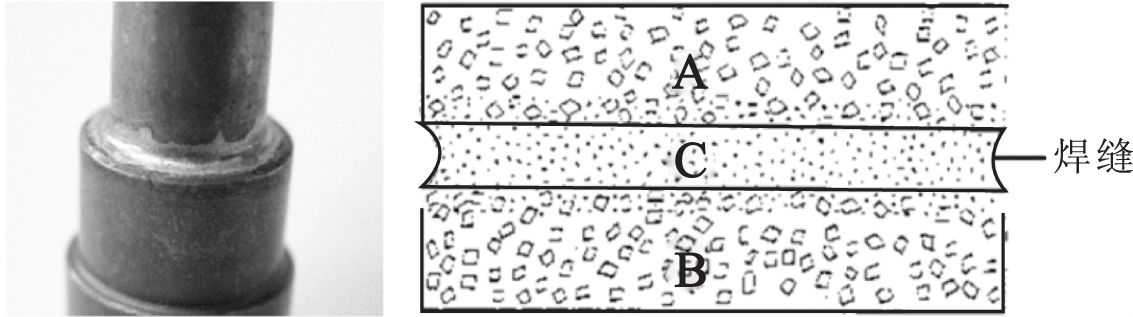
在刀具制作工艺中,钎焊多用于将较硬的刀头(高速钢、合金、陶瓷、CBN、PCD、单晶金刚石等材料)焊接到相对较软的刀体(钢件、合金基体等)上。
刀具对焊接的基本要求是∶焊接无裂纹和虚焊,焊接强度满足使用要求。不同的刀具材料对焊接工艺的要求也不尽相同,如高速钢、PCD、单晶等材质就需要较低的焊接温度,以避免焊接高温对其性能的影响;而合金、陶瓷等材质则需要控制好焊接后应力,以防裂纹的产生;CBN等材质则需要较高的焊接温度与焊接强度,以确保在以车代磨加工时刀尖的高温不会导致掉齿等情况的发生。
近年来,随着刀具制造工艺的发展以及国产真空焊接炉的开发普及,真空焊接工艺在刀具制作领域得到了快速的推广和应用,并扮演了越来越重要的角色,改变了以往高频焊接占绝大比例的状况。
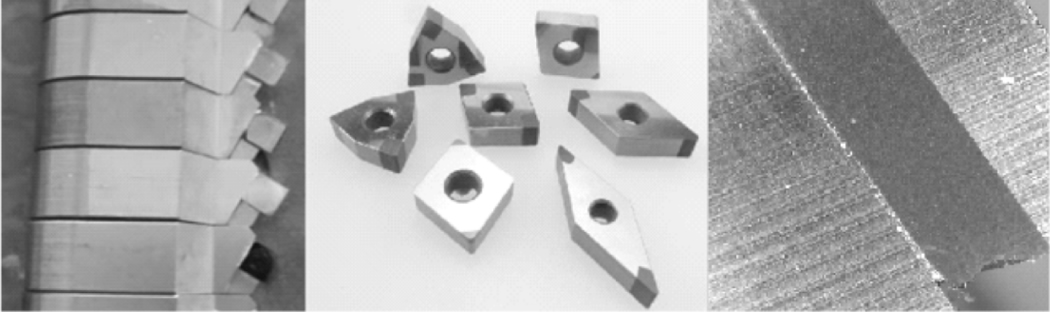
应用实例:硬合金滚刀
硬齿面滚齿加工时,工件硬度高、切削过程断续和切削层很薄。在切削过程中,刀具承受着较大冲击载荷、较高的切削温度和强烈的摩擦,因此,对滚刀切削部分材料的冲击韧性的要求就很高。除了合金刀片材料和滚刀前角设计、制造精度等影响滚刀的使用寿命外,合金刀片和刀体的钎焊结构和钎焊方式也同样重要。
高频钎焊受到钎剂、钎料及人为因素的影响,钎焊强度低于真空钎焊,且高频钎焊易产生气孔、局部氧化和熔化不均,影响钎焊质量。相对而言真空钎焊可以去除表面氧化,同时钎料熔化均匀,焊接质量高,焊接精度好,并且全程可以做到自动化操作。
有时钎焊好的硬质合金滚刀在使用过程中,会时常发生掉片、断齿、裂片等现象。此时通过增加钎焊面积,提高钎焊面平面度和改善钎料可以提升钎焊质量。
真空钎焊炉的选择:
用于焊接刀具的真空炉性能近年来有了较大提升,对应的品牌参数也多种多样,因此选择合适的真空炉就极为重要。
1.加热能力
加热能力是考核真空炉是否能作为焊接炉的关键指标之一。由于焊料属于特殊的合金(由多种金属材料形成的新型材料),具有自身的熔点与物理化学性能,对于焊接过程而言,有两个较为重要的温度参考指标,即焊料自身的固相线与液相线。在焊接过程中,需要让温度快速从固相线升到液相线以上,不让焊料出现偏析的可能,从而更好地保证焊接质量稳定。这就需要真空炉具有准确快速均匀的加热性能。
2.炉腔结构
目前的焊接炉有立式与卧式两种结构。两种结构各有优势∶立式的装炉量更大,操作简便;卧式的虽然装炉量略少,但是温度更均匀,并且刀具之间的互相影响更小,效率更高。两种结构的焊接炉都能满足目前多数产品的焊接需求。
3.品牌选择
良好的品牌往往意味着更高的品质和更好的服务。SIMUWU公司生产的RHVB-H高温真空钎焊炉是处理刀具钎焊工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。拥有十多年的销售制造经验,远销欧美亚洲发达地区,是广受好评的真空炉产品。

(文章来源于网络,如不允许转载,请联系我司删除。)

