


3Cr2W8V钢铝压铸模具真空热处理
压铸是压力铸造的简称。它是将液态或半液态金属,在高压作用下,以高速度填充压铸模具型腔,并在压力下快速凝固而获得铸件的一种方法。使用的压铸模具,称为压铸模。压铸时常用压力是从几兆帕至几十兆帕,填充初始速度在(0.5~70)m/s范围内。因此,高压和高速是压铸的重要特征。
3Cr2W8V是一种典型的过共析莱氏体钢,适用于制造对高温强度和回火稳定性要求较高的热作模具,在我国具有广阔的应用市场,但由于3Cr2W8V 热作模具钢的工作条件比较恶劣,例如,在浇注过程中热作模具内腔要承受高温金属液的冲刷,在脱模过程中也会受到人为敲击的影响,因此,较高的硬度、耐磨性、韧性以及热疲劳能力是3Cr2W8V热作模具得以广泛应用的前提。
真空热处理具有无氧化、无脱碳、可保持零件表面光亮的热处理效果,同时还有使零件畸变小、节能、不污染环境且便于自动控制等优点,因此已被广泛用于工模具淬火处理中。

钢铝压铸模的真空热处理
3Cr2W8V钢铝压铸模如图所示图,其基本尺寸为220mm×140mm×20mm,在φ90mm处要求精度φ90-mm,故热处理后要求压铸模具有较好的表面质量,并尽可能减小形变。因此,对3Cr2W8V 钢铝压铸模的真空热处理一方面要控制真空炉的真空度,还要对热处理温度进行合理控制。

真空热处理流程:
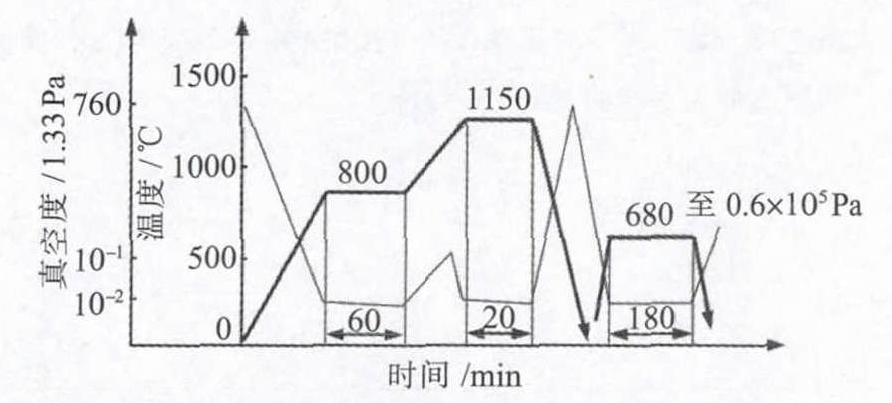
①为减少3Cr2W8V钢铝压铸模的形变,对其进行800℃预热,保温60min,此时的真空度应为13.3~1.33Pa;
②根据3Cr2W8V钢的热疲劳曲线可知,在1180℃以下,随淬火温度升高,3Cr2W8V钢的钢基体合金化程度提高,其热疲劳抗力也随之升高;在1180℃以上,淬火温度继续升高,3Cr2W8V钢组织晶粒变大,热疲劳抗力随淬火温度升高而降低,故在1180℃时3Cr2W8V钢具有最佳的热疲劳抗力,选择淬火温度为1150℃,保温20min,在预热保温到淬火过程中,真空度由1.33Pa变化到13.3Pa,在淬火保温阶段,真空度变为1.33Pa。
③考虑到3Cr2W8V钢铝压铸模的热疲劳性能、硬度和韧性,在淬火温度升高到1150℃,回火温度升高到670~680℃时,可使热疲劳裂纹形成的时间推迟,扩散速度降低,为此,选择回火温度670~680℃,保温180min,真空度应保持在1.33Pa。具体热处理工艺如图所示。
设备选择:SIMUWU公司生产的VOGQ系列真空热处理炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

