


齿轮断裂失效的真空热处理分析
锥齿轮是工业中非常重要的机械零件,主要特点是可以承受较大的负荷,工作平稳,噪声和振动小,广泛用于汽车主减速器上,在传递功率和运动过程中起着至关重要的作用。引起齿轮失效主要与工作条件有关,主要包括应力状况、载荷、温度及环境等。齿轮失效的主要因素包括设计、材料、加工、安装、环境和使用等方面。
齿轮断口分析是判断齿轮断裂形式和断裂机理的重要技术手段,断口形貌可真实地记录裂纹的起因、扩展和断裂的过程,因此它不仅是研究断裂过程微观机制的基础,同时也是分析断裂原因的可靠依据。由于齿轮表面残余应力对齿轮疲劳寿命有重要影响,因此残余应力检测分析已成为新兴的失效分析检测手段。
1.断裂失效齿轮背景调查
失效齿轮为某普通牵引车型中桥的齿轮副从动轮两齿断裂,主动轮完好,其相关件桥壳完好,与齿轮副 无干涉,主动轮、从动轮螺纹及装配螺母完好,无松动潜在相关影响。齿轮使用的材料为22CrMoH钢,该材料具有较高经济性和适合的力学性能,多用于中型汽车后桥主动齿轮、从动齿轮。重载渗碳齿轮热处理一般技术要求为:1/2齿高处有效硬化层深度1.7~2.1mm,表面硬度58~63HRC,心部硬度33~45HRC,马氏体级别1~4级,残留奥氏体1~4级,碳化物1~2级,心部组织1~4级,表层非马氏体厚度≤0.02mm,晶粒度高于6级。
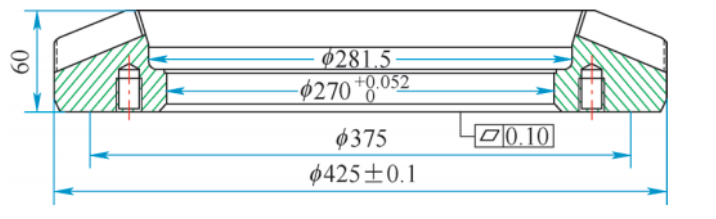
失效齿轮结构如下图所示。
2.断口宏观形貌分析
当金属零件所受的应力大于材料的临界强度时,零件通常会产生断裂,并在断裂处形成断口。断口分析是各种失效分析手段中最主要的分析方式,断裂的位置通常处于零件结构或材料组织最 脆弱的地方。
断口的出现除了与材料的成分、组织及零件的结构相关,还与零件断裂时所受力情况及 外界使用环境相关。由于断面内包括了试样断裂失效整个过程的大量信息,所以通过对断口的形态观察,分析其所记录的相关数据,就能研究断裂的性质、原因、形式,以及所受应力状态等诸多信息。断口就是打开的裂纹,包含了从裂纹的产生到最后发生断裂的整个过程,而其他裂纹可能是伴随着断口产生的,通常并不包括断裂刚开始时的信息。进行宏观断口分析的目的是确定裂纹源区、扩展区和最终断裂区,查明断裂生产的机理,是完成失效分析的基础。

通过宏观断口观察(见图),主动轮完好,从动轮有1#、2#两个齿出现断齿,其中1#齿可见明显光亮辉纹,为典型接触疲劳断裂形式。相邻断齿无明显疲劳断裂特征,呈深灰色冲击韧性断口。同一构件系统中出现两种性质不同断裂特征,在这种情况下应先确定首个断裂部位。基本原则为既有疲劳断裂又有冲击韧性断裂,一般疲劳断裂发生在前,由此分析得出1#齿先断裂,2#齿是被1#齿碎片打断的。进一步对1#齿进行宏观观察,发现1#齿断口处既有疲劳断裂特征也有韧性断裂特征。当两者同时存在时,裂纹源区存在于疲劳裂纹一侧。宏观粗视分析结论为1#齿凹面近齿根处齿面次表层最先出现显微裂纹,随着疲劳应力的增加,在表面渗碳层先出现压碎(压溃),裂纹进一步向心部扩展,到交界剪切唇处失稳断裂,而断裂的碎片将2#齿打断。下面将对1#齿的裂纹源区、剪切唇和心部韧性断裂进行微观形貌分析。
断口裂纹源位于齿轮凹面中下部,裂纹扩展过程还产生其他的次生微裂纹,在变载荷应力作用下,齿轮凹面中部接触区咬合面近齿根的表层处首先产生显微裂纹,出现齿面压溃剥落。接着裂纹呈人字花样往心部扩展,最终在剪切唇处断裂,心部瞬断区可见明显韧窝准解理形貌特征。裂纹两侧,未见明显夹杂物及第二相缺陷。断裂性质确定为接触疲劳裂纹。
1)断口裂纹源位于齿轮凹面中下部,裂纹扩展过程还产生其他次生微裂纹。
2)裂纹源微观形貌为接触疲劳特征,心部微观形貌为韧窝加解理特征。
3.残余应力检测分析
齿轮强化喷丸是提高齿面接触疲劳强度的有效途径之一。由于喷丸强化提高了表面压应力而显著改善其疲劳性能,因此对于承受高周波疲劳载荷的工件更为有效。喷丸强化形成的残余压应力可抵消部分外加载荷。喷丸时小尺寸球形钢丸击打工件表面而形成压应力,每一弹丸的冲击都会使金属产生一定的塑性变形,最终因表面不能完全回复而形成了永久的压应力状态。作为一种表面强化工艺,喷丸能在表面形成残余压应力,相当于材料抗拉强度极限的55%~60%,而工件表面恰是容易萌生裂纹的地方。对于试用真空炉进行真空渗碳淬火的齿轮,所形成的压应力可达1177~1725MPa,可大大改善疲劳性能。压应力层深度是喷丸强度(或喷丸能量)的函数,随着弹丸尺寸或弹丸速度的增加而增加。从残余应力测试对比验证数据看,经过表面强化工艺,齿根部表面残余压应力由824MPa提高到1252MPa,接触疲劳性能得到大幅提升。
4.结论
通过齿轮断口分析、理化分析、金相组织及残余应力分析,得出重载渗碳齿轮失效的原因如下:
1)裂纹源位于齿轮凹面中下部表面,失效断裂形式为接触疲劳断裂。
2)齿面及齿根上存在的内氧化,弱化了晶界,降低了齿轮接触疲劳强度。
3)从动齿轮材料纯净度和均匀性略有超标,真空热处理压淬后齿轮变形不一致,与主动齿轮工作啮合时 由于受力偏载而产生应力集中,加速了齿轮断裂。
5.建议和措施
1)齿轮在使用真空炉进行真空渗碳真空淬火及真空回火后,因为存在内氧化软层,所以在喷丸强化处理时易产生应力集中,成为疲劳裂纹源的起点。建议在保证材料淬透性的前提下选用低Si材料,尽量控制Cr、Mn、Ti、V等合金元素含量,渗碳原料气(甲醇或天然气)采用净化处理,减少氧化性组分,如水、硫等杂质的含量,减轻热处理后产品的内氧化程度。
2)强化喷丸可提高齿轮的弯曲疲劳强度和接触疲劳强度,是改善齿轮抗咬合能力、提高齿轮使用寿命的重要途径。
3)从材料源头控制夹杂物的纯净度和偏析,配合实施压淬工艺减小热处理变形,提高接触区一致性,改善工况。

(文章来源于网络,如不允许转载,请联系我司删除。)

