


钢丝圈真空退火工艺
纺织器材钢丝圈是纺织机械上与钢领配合使用的易磨损零件。钢领、钢丝圈的主要失效形式是摩擦磨损,而机件的磨损主要从表面开始,因此,当结构形式、材料等确定后,零件的表面性能对其工作状态及使用寿命的影响就显得尤为重要。为了提高钢领、钢丝圈的性能,生产厂商无不从材料的选择、形状的设计、制造设备、工艺升级、真空热处理及表面处理技术的改进等方面入手,力求使钢领、钢丝圈达到最理想的工作状态和更长的使用寿命。
要保证钢丝的质量,提高其寿命,制作钢丝圈的扁丝真空退火工艺是其生产工序中较为关键的一道工序。因为制作各种规格钢丝圈的扁丝的尺寸特小,最大扁丝厚度为0.5mm。所以,要保证产品的最终质量要求,扁丝经球化退火后必须达到:表面完全无氧化、不脱碳,均匀而弥散分布的球状碳化物。

然而,多数厂家采用将扁丝置于铸铁罐中,填充铁屑、木炭,在井式炉或箱式炉内进行退火。这种传统的退火方式,不仅工艺参数不稳定,球化效果不好,而且难以保证扁丝不氧化、不脱碳。此外,设备能耗大,工作环境差,工人的劳动强度大。
真空热处理具有高质量、低能耗、无污染(或少污染)等优点,能有效地防止扁丝产生缺陷,改善表面并减小摩擦。真空加热以辐射形式进行,加热缓慢,炉温均匀,产品变形小,还具有脱氢作用,这些都有利于提高扁丝寿命。真空炉全程都采用PLC进行控制,实现完全自动化生产,工人劳动强度低,生产效率高。
球化退火是使钢中碳化物球化而进行的退火,得到在铁素体基体上均匀分布的球状或颗粒状碳化物的组织。球化退火主要用于共析钢和过共析钢,以获得类似粒状珠光体的球化组织(因不—定是共析成分,故称为球化组织),从而降低硬度,改善加工性能,并为真空淬火做组织准备。球化组织不仅比片状组织有更好的塑性和韧性,而且硬度稍低。真空球化退火的工艺曲线如下:
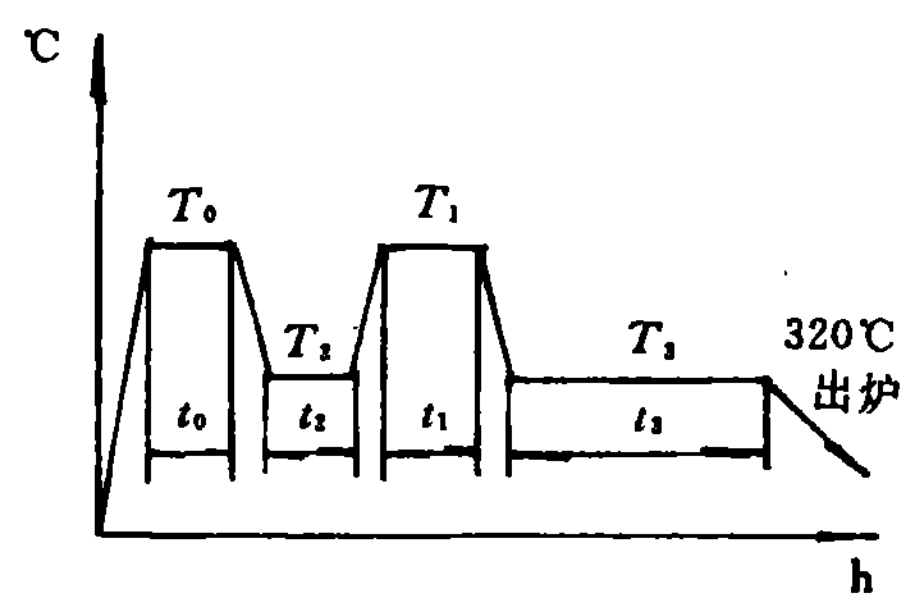
70钢扁丝真空球化退火的最佳工艺参数:真空度1Pa,冷却速度10~25℃/h,出炉温度320℃。采用真空热处理工艺处理的扁丝,球化退火质量最优良,而且节省原材料、节省能耗、对环境无污染。
真空退火设备选择:SIMUWU公司生产的RVA系列真空退火炉是进行扁丝真空球化退火工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

