


Ag-Cu共晶钎料的真空钎焊工艺
铜及铜合金通常具有优良的导电性能、导热性能和在某些介质中优良的抗腐蚀性能,某些铜合金还兼有较高的强度,因而在电气、化工、制氧、酿造、食品、动力及交通等工业部门都得到了广泛的应用。在其应用中,不可避免地要对其进行连接。目前,紫铜的连接方法主要有气焊、电弧焊、TIG 焊、埋弧焊、扩散焊、电子束焊、等离子焊等焊接方法。
但这些焊接方式存在以下问题:
1)铜的高热导率使得母材在熔化焊中极难熔化,这样便出现了难熔合的情况;
2)紫铜的收缩率及膨胀系数较大,焊接应力较大,使得接头容易产生热裂纹;
3)氢气、水蒸气、氧气会使接头产生气孔;
4)接头处与母材在力学性能与导电性能上有所不同,故宜采用钎爆的方法对其进行连接,由于银基钎料熔化温度不是很高,对铜具有良好的润湿性,并有良好的强度、延性、导热性、导电性和抗腐蚀性,广泛用于各种金属的焊接,本文采用Ag-28Cu钎料对紫铜进行真空钎焊,研究不同钎焊温度下接头的微观组织、抗剪强度及断裂特征.
1试验装置
真空钎焊试验在SIMUWU生产的高温真空钎焊炉内进行,真空钎焊有以下优点:在加热过程中,零件处于真空气氛,不会出现氧化、脱碳、污染等;零件整体受热,热应力小,可将变形量控制到最小限度;基体金属和钎料周围存在的低压能排出金属在钎焊温度下释放出来的挥发性杂质和气体,基体金属本身的性能也获得改善﹔真空钎焊不用钎剂,不会出现气孔、夹渣缺陷等。
2实验结果与分析
2.1微观组织
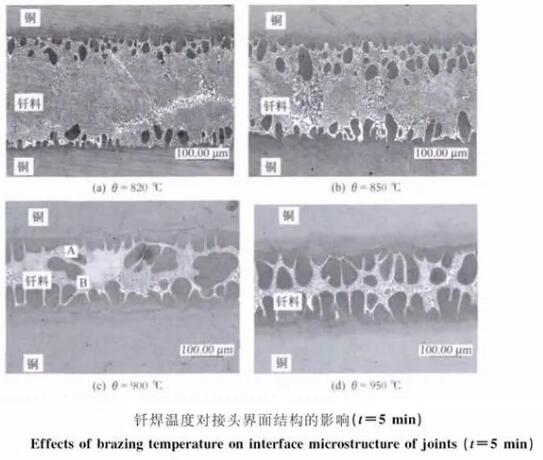
下图给出了保温时间为5min,真空钎焊温度分别为820、850、900和950℃时所获得的Cu/AgCu/Cu接头的微观组织。可以看出,在给定的真空钎焊工艺条件下,接头获得的组织中靠近铜侧为柱状的相,而钎缝中心为由白色组织和黑色组织构成的花纹状的共晶组织。
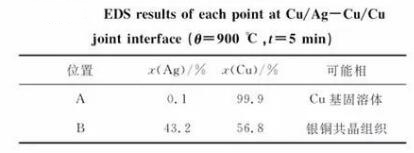
为了确定反应产物的种类,对钎焊温度900 ℃的接头用X线能谱仪(EDS)进行能谱分析,结果见下表。
从表中可以看出,位置A主要由Cu基固溶体组成,其中含有极少量的Ag原子。根据Ag-Cu二元相图,当钎焊温度超过Ag-28Cu钎料的温度时,母材Cu中会向液态钎料溶解,在随后的冷却过程中,会首先析出Cu基固溶体,因此位置A为Cu基固溶体。位置B位于钎缝中心,是一些白色基底上有共晶花纹的组织,主要含有Ag和Cu元素,由于本试验采用的是Ag-28Cu钎料,还有部分钎料残留在钎缝中心,因此位置B中白色组织为银基固溶体,黑色为Cu基固溶体。由此可知,采用 Ag-28Cu钎料真空钎焊紫铜,接头的界面结构为Cu/Cu基固溶体/银铜共晶组织/Cu基固溶体/Cu。
从图中还可以看出,随着真空钎焊温度的增加,柱状的Cu基固溶体层厚度增加,钎缝中心的银铜共晶组织层厚度减少;而整个钎缝宽度是降低的。这是因为真空钎焊温度增加,Cu母材向钎料溶解的量增加,导致柱状的Cu基固溶体的厚度增加;另外,随着真空钎焊温度的增加,钎料的流动性增加,钎料流失较多,因此钎焊温度较高时,钎缝中心的银铜共晶组织层较薄,而整个钎缝宽度降低.
2.2真空钎焊温度对接头力学性能的影响
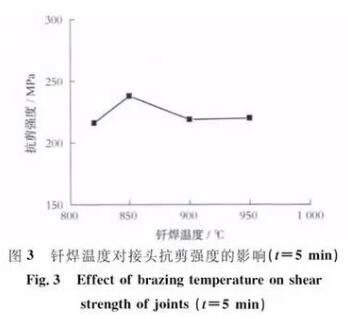
下图是固定保温时间为5 min、真空钎焊温度分别为820,850, 900和950 ℃条件下接头的抗剪强度变化曲线。从图中可以看出,随着真空钎焊温度的升高,接头的抗剪强度增加,在真空钎焊温度为850 ℃时达到最大,为238 MPa;继续升高钎焊温度,接头抗剪强度降低;而在温度超过900 ℃后,接头抗剪强度变化不大.
3结论
1)采用Ag-28Cu钎料钎焊紫铜,接头中主要生成柱状的Cu基固溶体和银铜共晶组织。随着真空钎焊温度的增加或保温时间的延长,接头中柱状的Cu基固溶体厚度增加,而钎缝中心的银铜共晶组织厚度减少,且整个钎缝宽度降低。
2)在真空钎焊温度为850 ℃,保温时间为5min时,接头的抗剪强度最大,为238 MPa.
3)接头主要断裂在柱状Cu基固溶体与银铜共晶组织的交界处.

(文章来源于网络,如不允许转载,请联系我司删除。)

