


304不锈钢消音蜂窝真空钎焊
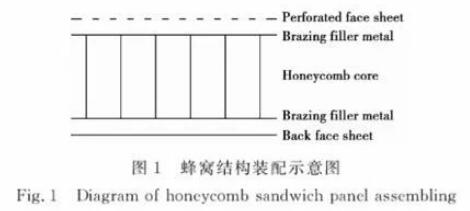
消音蜂窝结构由带孔面板、蜂窝芯体和无孔面板组成,通过真空钎焊或胶接的方式进行连接。消音蜂窝的消音原理主要是利用声波经带孔面板进入蜂窝芯格形成的Helmholtz共振腔,在底部面板和蜂窝芯格产生反射,声波与面板和蜂窝芯格璧产生摩擦,将声能转化成热能降低噪音。消音蜂窝夹层结构除具有消音性能外,还具有质量轻、比强度和比刚度高等优异性能,已广泛应用于航空制造领域,如飞机座舱消音结构、发动机短舱进气道消音衬垫、发动机短舱排气喷嘴消音声衬等。与铝合金胶接消音蜂窝结构相比,不锈钢、钛合金钎焊消音蜂窝结构能承受更高的工作温度和载荷水平,得到了广泛研究和大量应用。
金属蜂窝进行真空钎焊时,为获得良好的焊合率,要求严格控制面板与芯体间的钎焊间隙。不锈钢材料镍基钎料真空钎焊时,通常合适的钎焊间隙范围为0.02~0. 1 mm ,当面板与蜂窝芯体的间隙过大时,易产生未焊合缺陷。焊接完成后,需要进行二次甚至多次钎焊补焊。二次或多次钎焊补焊虽然能提高焊合率,但对蜂窝结构的力学性能有一定的影响,建议304不锈钢蜂窝钎焊缺陷的最大补焊次数为一次。
1实验
实验用带孔面板为0.2 mm厚 304不锈钢,孔径1.0mm,穿孔率2.5%,无孔面板为0.5 mm 厚304不锈钢。蜂窝芯体为0.05 mm厚304不锈钢箔带组成的正六边形蜂窝,芯格尺寸为8.0 mm,高度为6.0 mm。
采用真空钎焊的方法制备304不锈钢消音蜂窝。焊前将带孔面板、无孔面板打磨清洗,并按图1所示进行装配固定。
钎料为商用 BNi2非品箔带钎料,化学成分如表1所示,钎料厚度为50 m。BNi2钎料的熔点为971~999 ℃,通过多次真空钎焊工艺探索,确定304不锈钢消音蜂窝BNi2钎料的真空钎焊工艺为:钎焊温度1050℃,保温15 min。使用SIMUWU的RHVB高温真空钎焊炉进行真空钎焊工艺。
2结果与分析
2.1 钎焊界面组织与分析
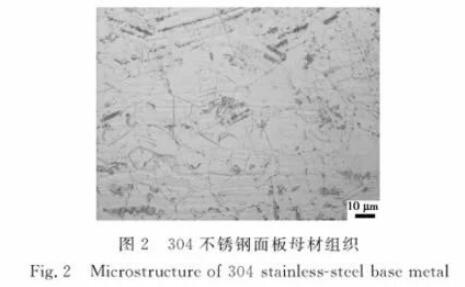
304不锈钢面板母材组织如图2所示。由图2可以看出,真空钎焊前,面板母材组织由奥氏体品粒组成,部分晶粒呈孪晶分布。
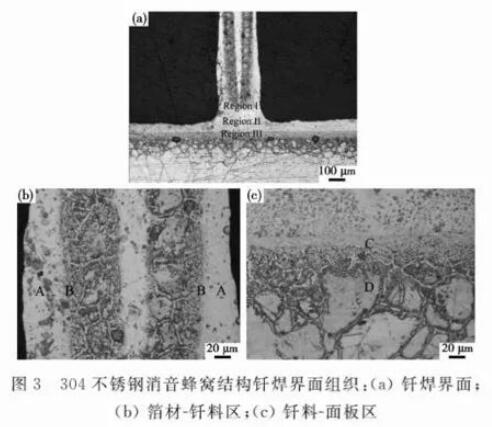
304不锈钢消音蜂窝夹层结构中蜂窝芯与面板界面组织如图3(a)所示,可以看出,钎焊界面由箔材-钎料区(Ⅰ),钎缝区(Ⅱ)和钎料-面板区(Ⅲ)组成。
箔材-钎料区(Ⅰ)在高倍光学显微镜下的组织照片如图3(b)所示,可以看出,该区由钎料凝固区(A区)和钎料-箔材反应区(B区)组成。温度升高至BNi2钎料熔点以上时芯体与面板界面的钎料熔化,液态钎料因毛细作用而润湿铺展于箔材表面,冷却后凝固,形成钎料凝固区A。同时,在高温阶段,润湿铺展于箔材表面的钎料与箔材发生元素扩散反应,钎料中化学元素扩散至箔材中。
钎缝区(Ⅱ)位于蜂窝芯箔材和面板之间(如图3(a)所示),钎缝区成分的EDS分析结果为67.26 Ni,17.44 Fe,7.64 Cr,7.66 Si(原子分数,%)。由此可知,钎缝区主要由Ni、Cr、Si等互溶而成的。Ni基固溶体组织组成,没有生成脆性共晶组织或金属间化合物,整个钎缝区均由固溶体构成,表明真空钎焊工艺较好。
钎料-面板区(Ⅲ)在高倍光学显微镜下的组织如图3(c)所示,可以看出,该区由界面反应区C和母材扩散区D组成。界面反应区C区成分的EDS分析结果为7.38 Ni,42.57 Fe,15.57 Cr,5.06 Si,33.99 B(原子分数,%),钎料中的B和 Si元素与面板材料发生显著扩散。母材扩散区D区表现出明显的晶界渗入特征,对品界处的成分进行EDS分析,结果为14.86 Ni,29.15 Fe,26.01 Cr,1.16Si,37.37 B(原子分数,%),可以看出存在较多的B元素,B原子直径小,主要以品间渗入的方式向母材扩散,分布在母材晶界处,且扩散快。同时,由于钎焊加热温度较高,304不锈钢面板晶粒尺寸相比母材有所长大。
3结论
(1)BNi2非晶箔带钎料适用于304不锈钢蜂窝夹层结构的制备,钎焊温度1050℃、保温15 min时能获得界面焊合质量良好的不锈钢蜂窝夹层结构。
(2)制备的304不锈钢蜂窝夹层结构的钎焊界面由箔材-钎料区(I).钎缝区(Ⅱ)和钎料-面板区(Ⅲ)组成。箔材-钎料区因液态钎料的毛细作用使钎料沿蜂窝芯箱材表面铺展并与蜂窝芯箔材发生显著的元素扩散反应。钎缝区由Ni、Cr,Si等互溶而成的Ni 基固溶体组织组成,未生成脆性共晶组织或金属间化合物。对于钎料-面板区,钎料中的B和 Si元素在面板材料中显著扩散,且因B元素的沿晶界快速扩散效应,面板材料表现出明显的晶界渗入特征。
(文章来源于网络,如不允许转载,请联系我司删除。)

