


波导缝隙天线真空钎焊
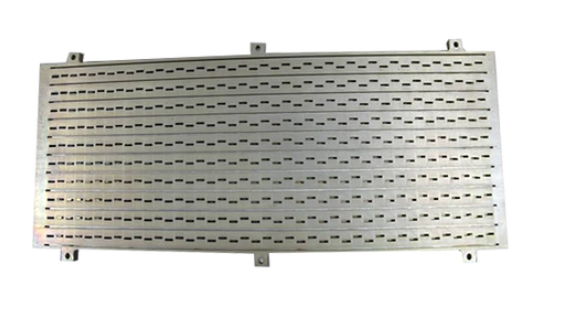
波导缝隙天线自上世纪中叶以来有了很大的发展,广泛用于地面、舰载、机载、导航等各个领域。由于缝隙阵列天线对天线口径面内的幅度分布容易控制,口径面利用率高,体积小,易于实现低或极低副瓣等特点,因而使其获得广泛使用。在波导缝隙天线的研究方面,许多学者对缝隙天线理论和实验进行了大量基础性的研究工作,因而波导缝隙天线的理论越来越成熟。
真空钎焊波导缝隙天线的工序:
1零件成形
2焊前清洗、真空钎焊
3机加工成形。平板缝隙天线的工序为: 1)数冲阵面板成形、波导等零件铣或线切割成形; 2)焊前工件、钎料表面处理,尤其线切、割面的处理; 3)装配钎焊成形,包括夹具设计; 4)校形; 5)电性能测试。
为了保证必要的焊接速度和尺寸精度,真空钎焊工装的设计非常重要。这种真空钎焊采用结构精密的弹性工具,确保焊料熔化后有效封闭焊料所占据的装配间隙。压缩机制可跟随以补偿焊料熔化后结构的塌陷量,并保持一定程度的压缩力。这样也可以有效修正天线零件原本的不平整度,控制压力的大小,避免压力过大。大而变形,既保证了真空钎焊质量,又保证了尺寸精度。
真空钎焊波导缝隙天线采用复合钎料板夹在基材中的夹层结构,该结构由于利用了复合钎料板良好的钎焊性能,只要控制好工艺,真空钎焊质量易保证,但对上面结构的波导缝隙天线要兼顾钎料流淌和强度,温度过高,钎料流淌严重,温度过低,强度不易保护。真空钎焊波导缝隙天线采用扭式榫头,中间夹钎料箔的结构,该接头相比日前常用的胀铆榫头结构,减少铆接应力,加工也比较方便。
在真空气氛的保护下加热,可以减少母材和钎料的氧化,使母材和钎料表而的氧化膜分解、去除或破坏,钎料熔化后对母材形成润湿,在毛细作用下填缝,冷却后形成接头。真空钎焊一般不需要钎剂,钎焊后不需清洗钎剂,工件免受氧化,钎缝成形美观,是高质量的真空钎焊工艺方法。真空气氛下氧化膜的去除机理是高的真空度减少了金属加热过程中的氧化,并发生了以下反应:真空下氧化膜的分解;氧化物的挥发;H或CO对氧化膜的还原作用;C对氧化膜的还原作用;表面的氧向材料内部的扩散或溶解;致密氧化膜的破裂等。以上反应的综合作用使氧化膜去除或破坏,促进钎料对母材的润湿。从真空下去膜机理的热力学条件看,氧化膜去除不仅与真空度有关,还需要一定的钎焊温度。用比母材熔点低的金属材料作为钎料,用液态钎料润湿母材和填充工件接口间隙并使其与母材相互扩散的焊接方法。真空钎焊变形小,接头光滑美观,适合于焊接精密、复杂和由不同材料组成的构件,如波导缝隙天线等。
SIMUWU 铝真空钎焊炉,采用多温区控温,温度均匀性±3℃,工作真空度≤1.3*10-3Pa,最适合用于复合板(带钎料)结构工件的真空钎焊,在空分设备中的换热器,骑车和电子设备的散热器等, 对于特殊结构的工件,如波导缝隙天线的真空钎焊需要采用特殊工艺。
(文章来源于网络,如不允许转载,请联系我司删除。)

