


蜂窝材料的真空钎焊工艺
真空钎焊是一种先进的焊接工艺,在机械﹑航空﹑造船等行业中得到广泛应用.焊接时,钎料在母材间扩散,依靠毛细管的吸附作用分布到接头的紧密配合面上,将工件连接.由于蜂窝材料薄、蜂窝的孔洞多且均匀密集分布,受热易变形,因此多采用真空钎焊对蜂窝材料进行焊接。
1试验方法
试验操作方法如下:
(1)清洗:先将试样经汽油-超声波-冷水清洗干净,再用新配的清洗液或丙酮加强清洗蜂窝,直至除去试样表面和蜂窝中的油污.
(2)烘干:烘干温度保持在(150±10)℃、保温时间90~120 min.
(3)填加带状钎料:用擀压法将钎料压入蜂窝被焊面的孔内,保证每个蜂窝孔内都有钎料.
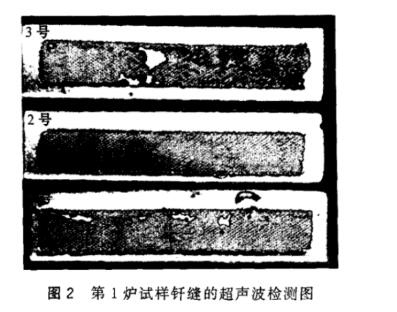
(4)装配定位点焊:按图1所示将试片与蜂窝材料用储能点焊机点焊,每个焊点之间的距离不大于10mm,为防止焊点因距离过近而焊接在一起,可在点焊处垫上一块铜片将焊点隔离,在D和E处填加粉末状的 BNi82CrSiB钎料.钎焊工艺参数列于下表.
2试验结果与分析
2.1外观检查
外观检查结果:蜂窝芯格变形数量不大于20%;蜂窝芯体表面无明显的氧化及宏观缺陷;钎缝连续性大于98%,每处不连续钎缝的长度小于5 mm。四炉试样均未见溶蚀、穿孔等缺陷,且晶粒为细晶粒.因此,可以确定钎料BNi82CrSiB适用于GH4196与GH3536的焊接.
2.2超声波分析
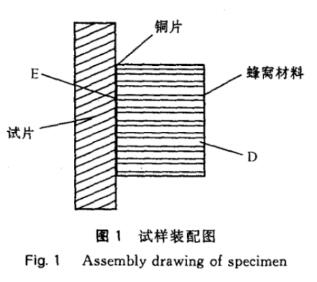
对第1炉试样钎缝进行超声波探伤,在1号和3号试样上有明显的未焊透区,3号试样的未焊透区的面积较大.这是由于储能点焊的能量较低,结合力较小,加热时蜂窝变形,使蜂窝材料与试片局部脱开,蜂窝材料与试片之间出现了非紧密配合,钎料在非紧密配合处出现了漏洞,造成焊不透。将储能点焊的能量调整为500~550J,真空钎焊温度调为1055℃后﹐钎缝质量达到了要求。
3应用
某厂生产一种航空精密零件,该零件是由0. 3 mm厚的GH3536蜂窝材料采用真空钎焊焊接而成。焊接技术要求:芯格变形的数量不大于30%,蜂窝芯体表面无明显的氧化及宏观缺陷,钎缝的连续性大于98%,每处不连续钎缝的长度不大于5 mm,焊接后焊接处及焊接热影响区的晶粒等级不低于6 级。按储能点焊能量550J、钎焊温度1055℃、保温时间14 min、随炉冷却的工艺进行生产试加工。检验合格,投入批量生产一段时间后,产品的合格率达到99%以上。实际生产表明,采用此工艺生产周期短、成本低、效率高.
4结论
(1)在保证蜂窝变形量要求的前提下,储能点焊的能量应尽量大、焊点应尽量密集,使蜂窝与试片紧密配合.
(2)钎焊温度应比钎料的液相线高50-60℃.
真空炉设备选择:SIMUWU公司生产的RHVB系列真空钎焊炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

