


汽车自动驾驶系统冷板散热器真空钎焊
冷板散热器技术要求:
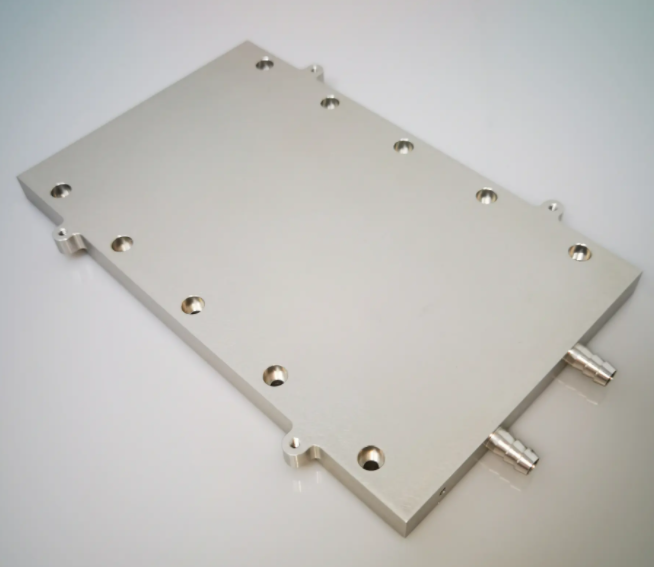
汽车自动驾驶系统冷板散热器作为汽车工业领域内的一项前沿技术,正逐步由技术研发走向市场应用,具有广阔的市场前景。该产品采用真空钎焊工艺进行制造,具有尺寸变形小、内腔清洁的特点。同时,为避免产品的泄漏风险,对焊接质量提出了较高的要求。要求对焊接面进行超声波检测,流道沿周3mm宽度范围内焊合率要求达到100%;其余部分焊合率要达到85%以上;爆破强度要求3MPa以上。
产品结构:该产品底座及水嘴材料为6063,盖板、内翅片、钎料片为双面包覆层复合材料4104/6063/4104。焊接面分为盖板与底座之间,内翅片与盖板、底座之间,水嘴与底座之间三个部分。
冷板散热器真空钎焊工艺:
盖板与底座之间,底座为锻件,由于底部多处局部镂空,强度不足,焊接时容易出现局部塌陷;而翅片由于波形密集,强度较高,如果波高高于流道槽深度,即使在热状态下波高也难以被夹具压低到理想的配合尺寸。因此容易造成盖板与底座间的间隙过大,不能形成高质量焊接。从而达不到流道沿周3mm宽度范围内焊合率100%的技术要求。
内翅片与盖板、底座之间:内翅片的高度与流道槽深度的尺寸匹配是关键,内翅片高于流道槽则影响盖板与底座之间的焊接,内翅片若低于流道槽过多,超过钎焊间隙要求时则自身不能与盖板之间形成高质量焊接。内翅片为0.2mm厚度的双面包覆层材料,且波形密集,容易产生并带粘连、熔蚀的焊接缺陷。焊接参数的窗口较窄。管嘴与底座之间:管嘴与底座之间通过钎料片进行焊接,钎料片属于双面焊接。要求各零件之间形成精密的小间隙配合,管嘴与钎料片在无润滑的条件下压装入管嘴孔。零件的加工和装配的难度都较大。
真空钎焊参数:
采用450C,565C,605C,595C四个阶段进行升、降温,试验效果较好。在真空钎焊段快速升温,缩短保温时间,是避免内翅片粘连、溶蚀的有效方法。控制夹具中部产品的真空钎焊保温时间以工件温度达到钎料液相线以上两分钟,并且整架产品温差不超过3C,钎焊段真空度小于1×10–3Pa,从而保证产品焊接质量的可靠性和一致性。
真空钎焊合格要求:
1)对于高焊合率、高爆破强度要求的产品,真空钎焊间隙是保证产品达到要求的关键。间隙必须控制在0.02mm以内。产品、工艺、工装的设计都要围绕这一关键点进行控制。产品的结构强度不足会造成真空钎焊间隙发生变化,出现这一问题时,可通过产品上增加工艺凸台或夹具上增加支撑来加以解决。
2)内翅片的焊接质量对冷板类产品的爆破强度具有决定性作用。
3)冷板类产品的真空钎焊夹具可采用产品叠放式的结构进行设计,以尽可能的提高生产效率。结构设计上使产品保持受力平衡,在产品受热膨胀以及钎料熔化后导致尺寸变化的过程中始终保持对产品的适当压力是控制要点。
4)真空钎焊参数应保证钎料的充分熔化,产品温差不宜过大。同时避免翅片粘连、溶蚀。
SIMUWU真空钎焊设备推荐:
| 均温区尺寸(宽x高x深): | 900×900×1500mm |
| 极限真空度(空炉冷态): | 1×10-4pa |
| 压升率(空炉冷态): | ≤0.67pa/h |
| 最高设计温度: | 750℃ |
| 温度均匀性(真空、空炉、650℃): | ±3℃(9点) |
| 炉体材质 | 内壁不锈钢SS304,外壁碳钢 |
| 真空系统 | 德国莱宝 |
(文章来源于网络,如不允许转载,请联系我司删除。)

