


气体渗碳技术
图号:图1
材料:38CrMoAlA
工艺情况:调质后气体渗氮(520℃保温 20h,560℃保温 34h,缓冷)
浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:
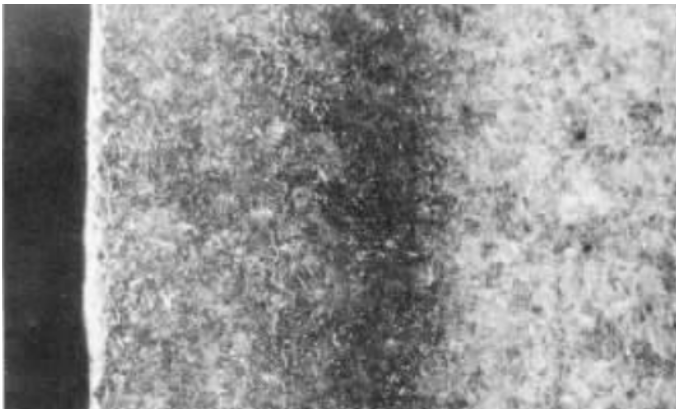
表面渗氮层至心部组织分布形貌。最表层为白亮层ε相(Fe2-3N),随后有白色脉状合金氮化物,次表面为扩散层(至图中深色区为止)。基体为含氮索氏体,在0.35mm 处分布有较粗白色脉状氮化物。图右侧浅色区为心部组织,索氏体和少量沿晶分布的白色铁素体。渗层深度为0.65mm。
渗氮是以原子态氮(活性原子或高能离子)渗入金属表面的一种化学热处理工艺。活性氮原子(离子)被表面热金属吸收并向内扩散后形成氮化层。具体工艺有气体渗氮(硬氮化)、气体氮碳共渗(软氧化)、离子氮化等。
白亮化合物主要以ε相(Fe_N)及 γ'(Fe N)组成。不同工艺条件下可得到单相化合物或多相化合物。当出现ζ相(FeN)时脆性较大,使用时应去除。图中 0.35mm处出现的脉状氮化物是由于渗氮时中途过热而造成的。
由于渗氮件的组织特点对性能影响敏感,因此必须对渗氮层深度、脆性、疏松及扩散层中氮化物形态进行评定及控制。
图号:图2、图3
材料:38CrMoAl
工艺情况:材料经调质处理后,再作气体渗氮处理
浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:
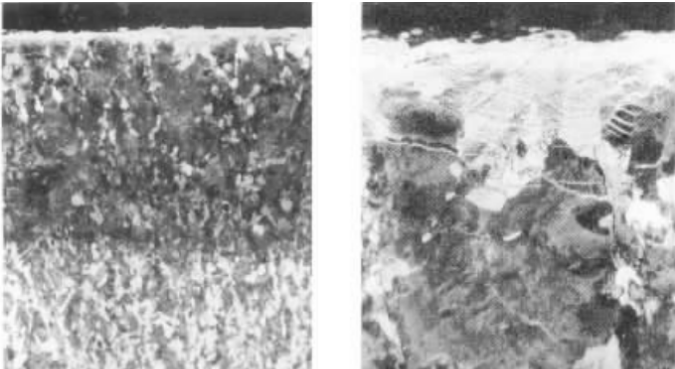
图2,表面为白亮层ε相,向内为扩散层,氮化层总深度为0.50~0.55mm,基体组织为珠光体和铁素体,铁素体呈带网状分布。
图3,为图2的高倍形貌,表面白亮层有剥落现象(表面有凹陷),并且在表面铁素体中有针状及脉状氮化物组织。
经显微维氏硬度测定,近表面氮化层硬度为850~710HV0.3,心部硬度为237~263HV0.3。
结构钢渗氮前应进行调质处理,而本试样未达调质效果,出现大量白色铁素体。由于钢中含碳量增加会明显降低氮在钢中扩散速度,故图2中铁素体区域氮浓度明显高,形成针状、脉状氮化物,增加了脆性与不均匀性。
随着渗氛工艺发展,现在许多钢种均可渗氮处理并获得相应效果。
要求耐蚀性的零件,可用任何钢种(低碳钢最佳);
要求提高疲劳强度为主的零件,常选用含铬、钼、钒等元素的合金钢;
要求表面具有高硬度和疲劳强度,而心部有足够强度、韧度的零件,常采用含铝及其他合金元素较多的钢材,如38CMoAl,这是常用渗氮钢,铝是提高氮化层硬度的主要元素,且稳定;铬、钼能提氮化层硬度、基体淬透性和强度,钼还能防止渗氮引起的回火脆性。
图号:图4、图5
材料:38CrMoAlA
工艺情况:气体渗氮
浸蚀方法:
图4,4%硝酸酒精溶液浸蚀;
图5,硫酸铜(2g)、盐酸(10ml)、酒精(100ml)溶液擦蚀
组织说明:
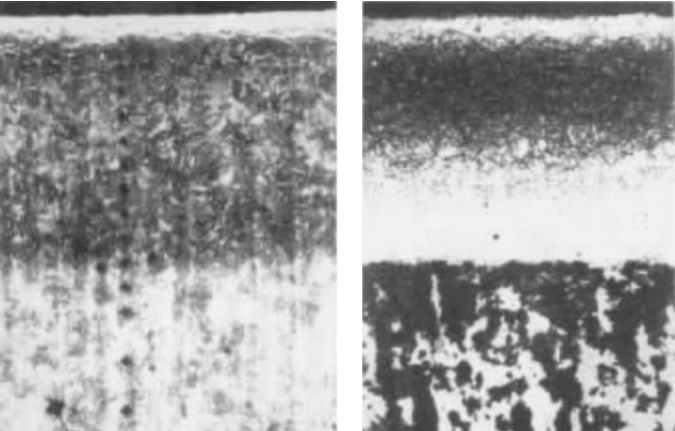
图4,最表面白亮层为:相化合物,向内有脉状扩散,次表面深色区为含
氮索氏体,心部为索氏体,扩散层与心部界面尚属清晰,总渗氮层约为 0.50mm。
图5,与图4同批试样另一种试剂擦蚀后形貌,扩散层近基体交界一段呈白色,使得交界线非常清晰,渗氮层总深测得为0.50mm。但在这种试剂擦蚀下各钢种效果不一,如有的钢种宜用硒酸,有时还可用真空淬火法(见图6),但作为渗层深度仲裁时,要采用硬度法。
图号:图6
材料:38CrMoAlA
工艺情况:气体渗氮后缓冷,再加热 780℃,按1.5min/mm 保温,淬水。
浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:
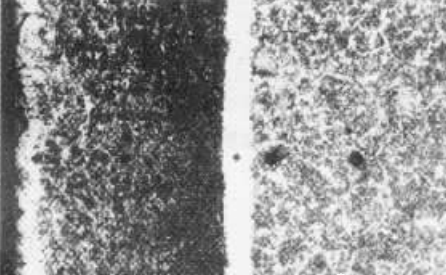
真空淬火法测定渗氮层深度的试样组织形貌。
最表层为化合物层,在渗氮扩散层与基体组织交界处出现白色含氮马氏体带,硬度相对很高,故棱形维氏硬度压痕很小。
这种渗氮层深度测定方法很直观,但表面白亮层和各层组织的形态均发生了变化,给组织评定带来困难。
渗氮层深度从表面测到白色含氮马氏体带近心部一侧为止约为 0.50mm。它与图4 和图5的结果相等。
(文章来源于网络,如不允许转载,请联系我司删除。)

